 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





penerangan
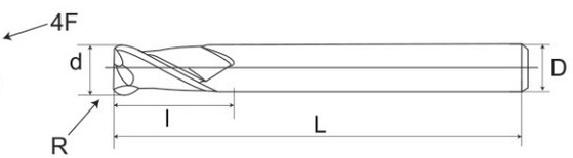
kilang akhir bola 2-flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 saiz bijirin = 0.6μm


|
d |
i |
l. |
d |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
kilang akhir bola lanjutan 2-flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 saiz bijirin = 0.6 μm


|
d |
i |
l. |
d |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
keadaan pemotongan
|
bahan yang diproses |
besi tuang besi mulur |
karbon stee aalloy steel ~ 750n/mm2 |
karbon keluli \ aloi keluli 30hrc |
phs \ qt steel 40hrc |
keluli tahan karat |
phs \ qt steel ~ 50hrc |
||||||
|
d (mm) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
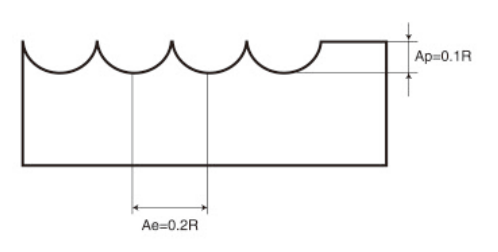
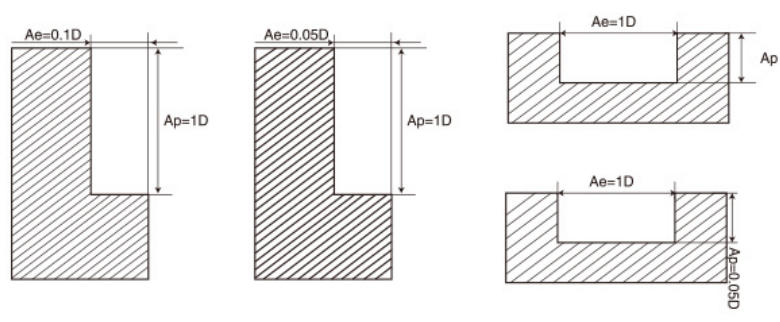
kedalaman pemotongan maksimum |
|
 |
||||||||||
◆ attensi khas:
1. jadual ini adalah nilai standard untuk penggilingan sampingan. apabila alat itu mengalir, rpm harus 60% ~ 80% dari jadual di bawah, dan federate harus 50% ~ 70% sebagai nilai standard.
2. sila gunakan alat mesin dan pemegang alat yang tinggi.
3. sila gunakan penyejukan udara atau pemotongan cecair yang tidak mudah menghasilkan asap.
4 pengilangan sampingan disyorkan untuk pengilangan bawah.
5. jika ketegaran alat mesin dan bahan kerja adalah miskin, getaran dan bunyi yang tidak normal akan berlaku. pada masa ini, rpm dan federate dalam jadual di bawah harus dikurangkan tahun demi tahun.
6. pastikan alat itu tidak dapat dilepaskan tanpa gangguan.
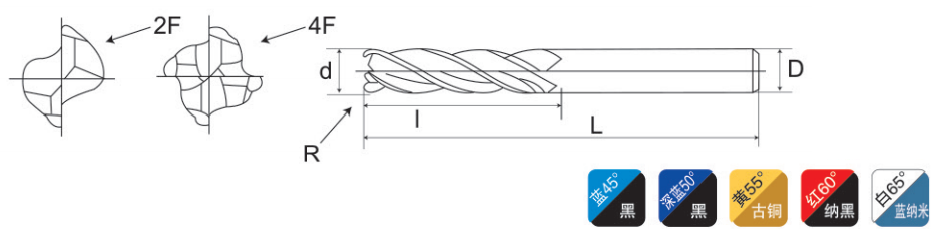
kilang akhir akhir 2-flut/4-flute hidung hidung
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 saiz bijirin = 0.6μm
2f

|
d |
i |
l. |
d |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flute/4-flute extend mill hidung hidung hidung
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 saiz bijirin = 0.6μm
|
d |
i |
l. |
d |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ attensi khas:
1. jadual ini adalah nilai standard untuk penggilingan sampingan. apabila alat itu mengalir, rpm harus 60% ~ 80% dari jadual di bawah, dan federate harus 50% ~ 70% sebagai nilai standard.
2. sila gunakan alat mesin dan pemegang alat yang tinggi.
3. sila gunakan penyejukan udara atau pemotongan cecair yang tidak mudah menghasilkan asap.
4 pengilangan sampingan disyorkan untuk pengilangan bawah.
5. jika ketegaran alat mesin dan bahan kerja adalah miskin, getaran dan bunyi yang tidak normal akan berlaku. pada masa ini, rpm dan federate dalam jadual di bawah harus dikurangkan tahun demi tahun.
6. pastikan alat itu tidak dapat dilepaskan tanpa gangguan.
keadaan pemotongan
|
2flute |
||||||||||||||||||||
|
bahan yang diproses |
besi tuang besi mulur |
keluli karbon aalloy steel ~ 750n/mm2 |
keluli karbon aalloy steel ~ 30hrc |
phs \ qt steel ~ 40hrc |
keluli tahan karat |
phs \ qt steel ~ 50hrc |
||||||||||||||
|
d (mm) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
rpm (min-¹) |
federate (mm/min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
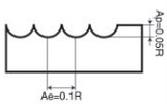
kedalaman pemotongan maksimum
|
 |
|||||||||||||||||||
karbida karbida single-flute single-lurus mill (seruling standard)
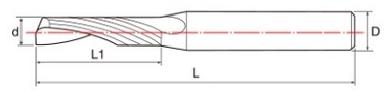

aplikasi pemotong penggilingan: keluli tahan karat, besi tuang, aluminium, tembaga, grafit, plastik, bahan komposit, aloi titanium, nikel, keluli tahan panas, keluli bukan aloi, keluli aloi rendah <24hrc, keluli aloi tinggi
<30hrc 、 keluli keras 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
spesifikasi |
spesifikasi |
||||||
|
d |
d (h6) |
l1 |
l. |
d |
d (h6) |
l1 |
l. |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
karbida karbida tiga atau empat bola hidung akhir mil
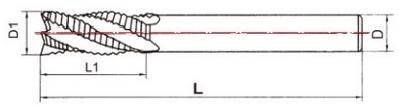


aplikasi pemotong penggilingan: keluli tahan karat, besi tuang, aluminium, tembaga, grafit, plastik, bahan komposit,
aloi titanium, nikel, keluli tahan panas, keluli bukan aloi, keluli aloi rendah <24hrc, keluli aloi tinggi <30hrc, keluli keras 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
spesifikasi |
|||
|
d1 |
l1 |
d |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |

