 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





penerangan
kaedah pengiraan keadaan kilang akhir kilang
|
● kelajuan pemotongan (kelajuan linear) pengiraan vc jarak yang titik pada lilitan bilah kilang akhir bergerak setiap minit dapat dikira menggunakan formula berikut: |
|

|
v = kelajuan pemotongan (m/min) π=3.14 d = diameter (mm) n = kelajuan berputar (mm-¹) |
|
● kelajuan putaran pengiraan rotationpeed bilangan revolusi per minit gelendong mekanikal yang memegang kilang akhir boleh dikira menggunakan formula berikut: |
|
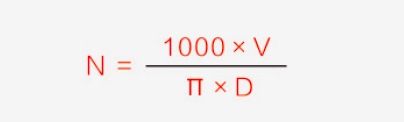 |
n = kelajuan berputar (mm-¹) v = kelajuan pemotongan (m/min) π=3.14 d = diameter (mm) |
|
● kadar suapan pengiraan kadar suapan kelajuan suapan meja kerja seminit dapat dikira dengan formula berikut 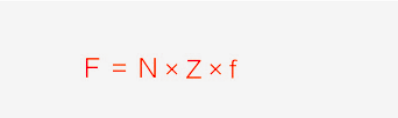 f = kadar suapan (mm/min) n = kelajuan berputar (mm-1) z = bilangan seruling f = kadar suapan seruling (mm/1flute) |
|
|
● makanan untuk gigi pengiraan makanan jarak yang titik pada lilitan bilah kilang akhir bergerak setiap minit dapat dikira menggunakan formula berikut:  f = kadar suapan seruling (mm/1flute) f = kadar suapan (mm/min) n = kelajuan berputar (mm-1) z = bilangan seruling |
|
|
● waktu kerja pengiraan waktu kerja masa yang diperlukan untuk memotong bahan bahan kerja boleh dikira menggunakan formula berikut  tc = waktu kerja (min) l = jumlah panjang kerja (panjang bahan kerja + diameterd bilah akhir mill) f = kadar suapan (mm/min) |
|
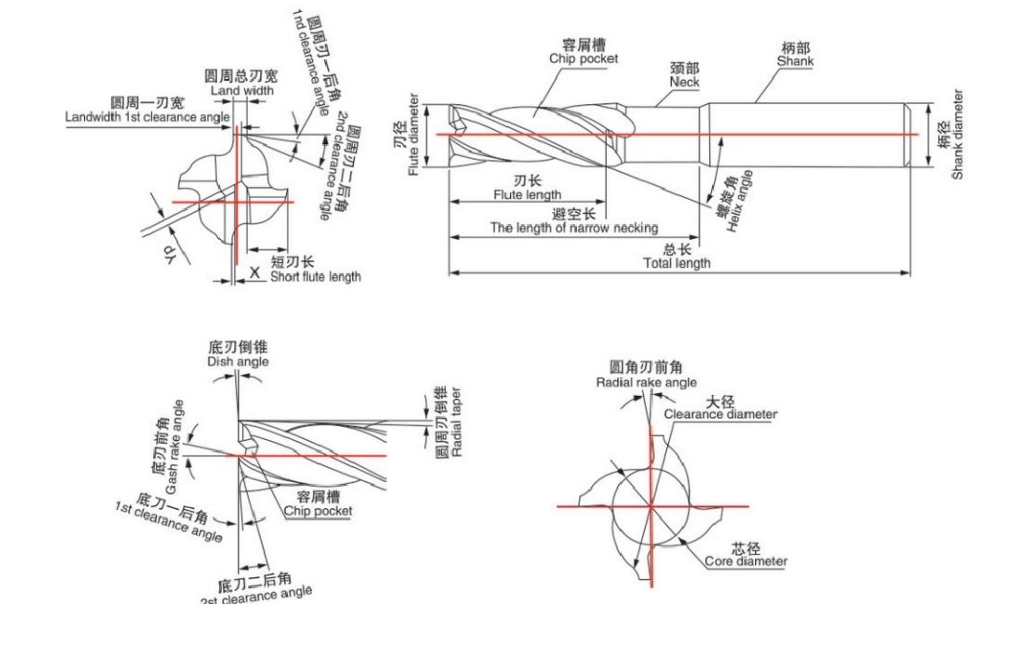
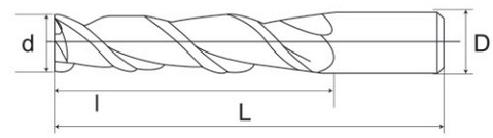
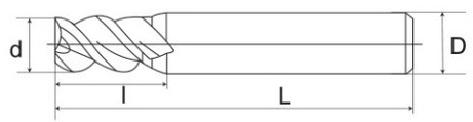
nama setiap bahagian pemotong penggilingan
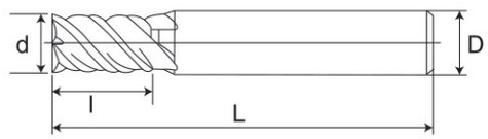
siri pemotong penggilingan
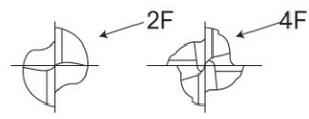
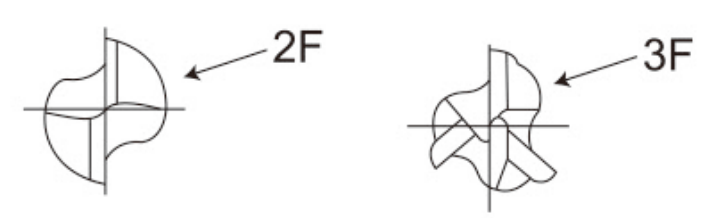
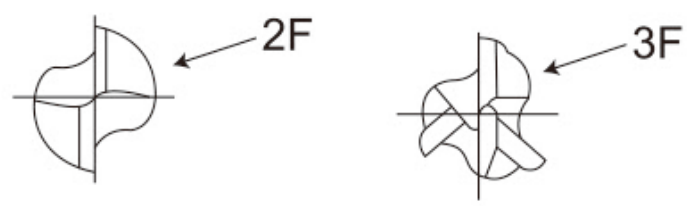
bentuk kilang akhir jenis kilang akhir

2-flute/4-flute end mills
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 saiz bijirin = 0.6μm

|
d |
i |
l. |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
kilang akhir 2-flut/4-flute lanjutan
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 saiz bijirin = 0.6 μm
|
d |
i |
l. |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ perhatian khusus:
1. jadual ini adalah nilai standard untuk penggilingan sampingan. apabila alat itu mengalir, kelajuan harus 60% ~ 80% dari jadual di bawah, dan kelajuan suapan harus 50% ~ 70% sebagai nilai standard.
2. sila gunakan alat mesin dan pemegang alat yang tinggi.
3. sila gunakan penyejukan udara atau pemotongan cecair yang tidak mudah menghasilkan asap.
4 pengilangan sampingan disyorkan untuk pengilangan bawah.
5. jika ketegaran alat mesin dan bahan kerja adalah miskin, getaran dan bunyi yang tidak normal akan berlaku. pada masa ini, kelajuan dan kelajuan suapan dalam jadual di bawah harus dikurangkan tahun demi tahun.
6. pastikan alat itu tidak dapat dilepaskan tanpa gangguan.
keadaan pemotongan
|
2 seruling |
|||||||||||||||
|
bahan yang diproses |
besi tuang besi mulur |
karbon keluli \ aloi keluli |
karbon keluli \ aloi keluli ~ 30hrc |
phs \ qt steel ~ 40hrc |
keluli tahan karat |
phs \ qt steel ~ 50hrc |
|||||||||
|
dia (mm) |
rpm (min-) |
feedrate (mm/min) |
rpm (min-¹) |
makan (mm/min) |
rpm (min-) |
makan (mm/min) |
rpm (min-¹) |
makan (mm/min) |
rpm (min-¹) |
feedrate (mm/min) |
rpm (min-¹) |
makan (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 seruling |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
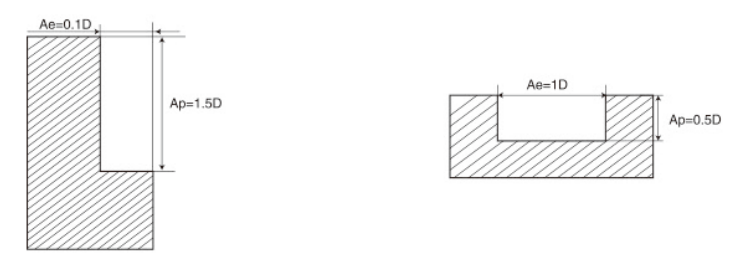
|
kedalaman pemotongan maksimum |
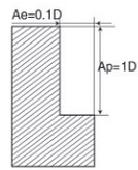 ae = 0.1d ap = 1d |
ae = 0.05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
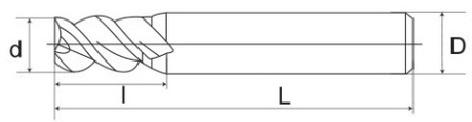
kilang akhir 2-flute/3-flute untuk aloi aluminium
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5grain saiz = 0.6 μm

|
d |
i |
l. |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
alloy aluminium 2-flute/3-flute extended special mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 saiz bijirin = 0.6μm

|
d |
i |
l. |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ perhatian khusus:
1. jadual berikut menunjukkan nilai standard untuk penggilingan sampingan. apabila alat itu mengalir, kelajuan harus 60% ~ 80% dari jadual di bawah, dan kelajuan suapan harus 50% ~ 70% sebagai nilai standard.
2. sila gunakan alat mesin dan pemegang alat yang tinggi.
3. sila gunakan penyejukan udara atau pemotongan cecair yang tidak mudah menghasilkan asap.
4. pengilangan bawah disyorkan untuk penggilingan sampingan.
5. jika ketegaran alat mesin dan bahan kerja adalah miskin, getaran dan bunyi yang tidak normal akan berlaku. pada masa ini, kelajuan dan kelajuan suapan dalam jadual di bawah harus dikurangkan tahun ke tahun.
6. pastikan alat itu tidak dapat dilepaskan tanpa gangguan.
keadaan pemotongan aluminium
|
2flute |
||||
|
bahan yang diproses |
aloi aluminium |
aloi aluminium silikon si ≤ 10% |
||
|
d (mm) |
rpm (min- ') |
makan (mm/min) |
rpm (min-¹) |
makan (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
max cutting dept
|
pertanyaan
kategori produk yang berkaitan
- pembekal alat pemotongan carbide china
- pemotong pengilangan karbida china
- kilang akhir kennametal china
- china cnc end mill
- china cnc carbide rough end mill
- bit penggilingan china
- pengeluar batang karbida pepejal china
- china mengukuhkan kilang karbida
- kilang akhir cnc nomad
- bar bulat karbida bersatu
- masukkan pengilangan karbida simen
- kilang akhir bawah rata

